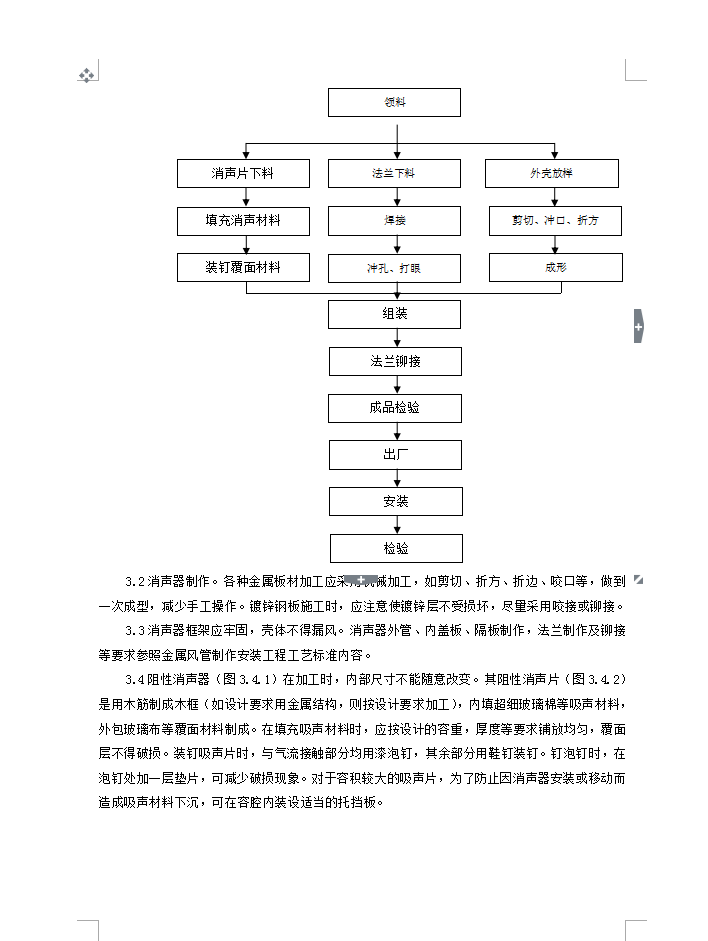
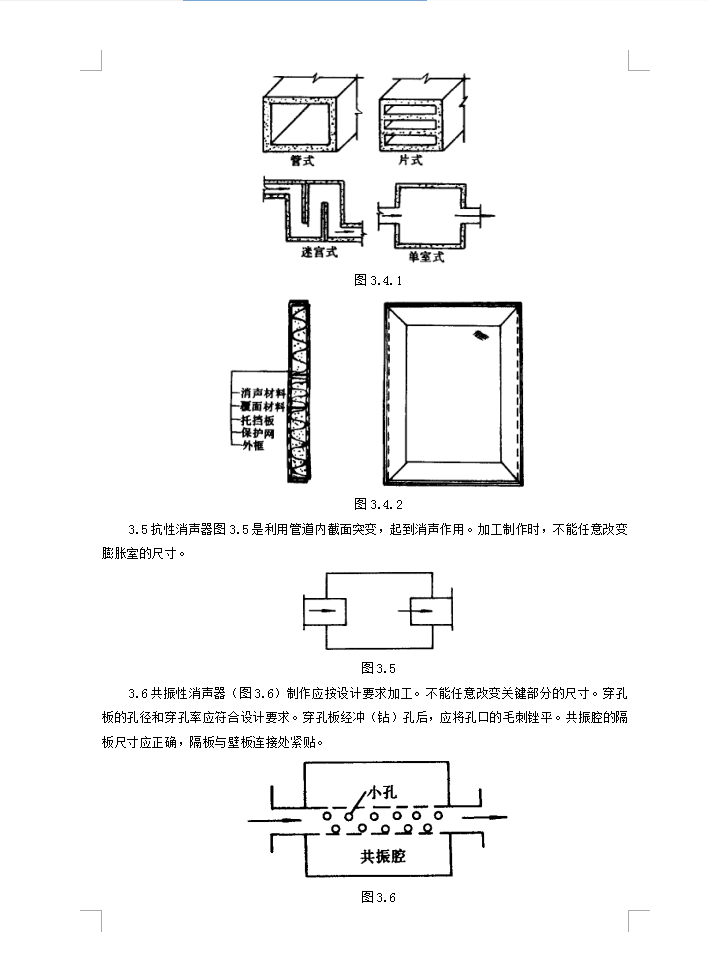
本工艺标准适用于阻性、抗性、共振性消声器制作与安装工程。消声器制作。各种金属板材加工应采用机械加工,如剪切、折方、折边、咬口等,做到一次成型,减少手工操作。镀锌钢板施工时,应注意使镀锌层不受损坏,尽量采用咬接或铆接。消声器框架应牢固,壳体不得漏风。消声器外管、内盖板、隔板制作,法兰制作及铆接等要求参照金属风管制作安装工程工艺标准内容。阻性消声器(图3.4.1)在加工时,内部尺寸不能随意改变。其阻性消声片(图3.4.2)是用木筋制成木框(如设计要求用金属结构,则按设计要求加工),内填超细玻璃棉等吸声材料,外包玻璃布等覆面材料制成。在填充吸声材料时,应按设计的容重,厚度等要求铺放均匀,覆面层不得破损。装钉吸声片时,与气流接触部分均用漆泡钉,其余部分用鞋钉装钉。钉泡钉时,在泡钉处加一层垫片,可减少破损现象。对于容积较大的吸声片,为了防止因消声器安装或移动而造成吸声材料下沉,可在容腔内装设适当的托挡板。


 RAR
RAR