



悬挑工字钢预埋件的传统工艺
1、传统工艺:
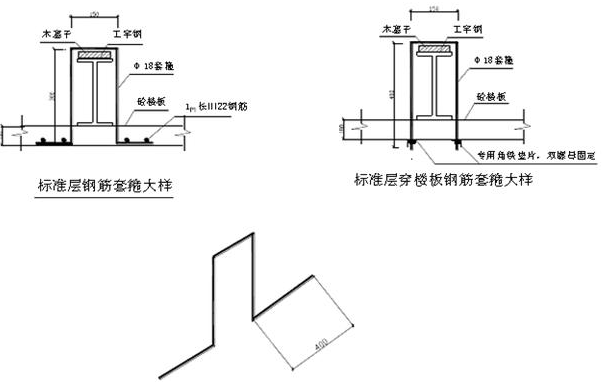
固定工字钢的套箍穿楼板预留孔安装,前期进行楼板内预埋一道同计算要求同级别的钢筋套箍,才能搭设脚手架,但搭设高度不得超过2层,直到两道钢筋套箍在楼板上采用预留孔施工方法安装完毕后方可继续搭设外脚手架。(钢筋套箍具体尺寸及型号,固定方式见后附图)工字钢水平间距1.4m。套箍采用Φ18钢筋,采用预埋方式与楼板进行有效连接作为工字钢的临时固定措施,后期打穿楼板或者前期预埋PVC管再固定钢筋套箍并采用角铁垫片用双螺母固定。

2、传统工艺存在的缺陷:
(1)Φ18预埋件临时固定后脚手架搭设高度不能超过2层,后期穿楼板固定待拆除模板后才能进行,时间不允许。
(2)如果高度预留不准确还得用木楔挤紧,对用工造成浪费。
(3)Φ18预埋件必须位于砼楼板的下层钢筋下部,预埋件如果不用垫块垫起,后期拆模后楼板容易返锈,如果用垫块垫起,该部位钢筋保护层过大。
(4)临时固定的钢筋套箍不能周转使用,一次性报废,后期装修时必须割掉,浪费很大。
(5)穿楼板固定两道套箍如果采用后期打穿楼板方式,施工时对楼板破坏较大,且费时费工。
(6)如果采用预埋PVC套管方式,模板必须打穿圆孔,对模板造成浪费,如果封堵不严密对砼观感质量造成影响,并且位置不易固定准确。
传统工艺和新工艺对比:
1、做法对比:
(1)传统工艺:传统做法采用预埋两道Φ18钢筋套箍。
(2)传统改进工艺:传统改进做法采用一道预埋Φ18钢筋套箍,两道后期穿楼板Φ18钢筋套箍,双螺母固定。
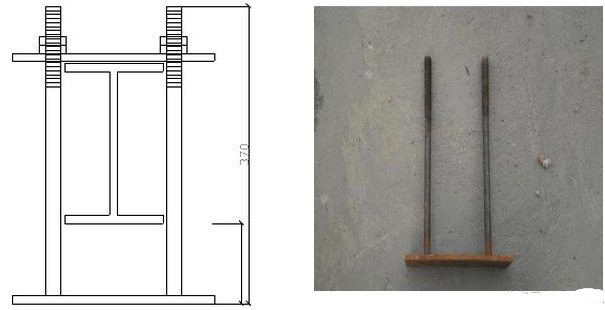
(3)新工艺:每根工字钢固定两道,采用1cm厚钢板 尺寸为25cmX10cm,割20mm直径圆孔穿透焊Φ18Q235钢筋,为定型化使用,增加使用率,钢筋长度选取370mm上段带丝扣,长10cm(满足10cm-18cm板厚使用),模板铺设完毕后钢筋绑扎前即可安装预埋件,且固定方便,丝杆事先套上Φ22PVC套管进行保护,套管下口坐在钢板上,上口超过砼板面10cm,对下口用胶带密封,防止砼进入套管,砼浇筑完毕终凝后即可安装工字钢,上部用同样规格的钢板套住预埋螺栓并用双螺母拧紧即可。后期脚手架拆除完毕,卸下螺母,木方垫在预埋件上,用手锤轻轻一敲,预埋件即可下落,可以循环周转使用。
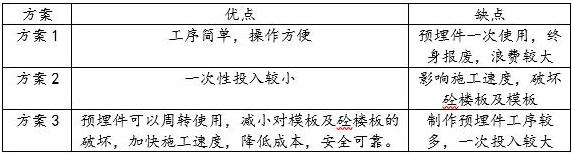
2、优、缺点对比
3、预埋件制作使用要求:
1、原材料进场必须有合格证明,为国标正品,专人负责原材料进场后的检测复试工作,保证各种原材料符合规范要求;
2、专业设备进行加工,专业焊工进行焊接。预埋件制作要严格按照设计尺寸进行,1cm厚×25cm长×10cm宽钢板;
3、按事先画好的圆孔割透(圆孔直径20mm),钢板穿透焊圆18钢筋,圆18钢筋一端割10cm长丝扣,钢筋长度为37cm,二级焊缝,焊条采用E4301-E4303型焊条;
4、采用合理的方法固定预埋件 模板铺设完毕挂好通线,控制预埋件安装位置,钢筋绑扎前安装预埋件,预埋件每侧3根铁钉固定,丝杆事先套上Φ22PVC套管进行保护,套管下口坐在钢板上,上口超过螺栓上平2cm,上下口用胶带密封,防止砼进入套管。浇筑砼时随时校正预埋件位置。

5、专业架子工安装, 砼初凝、工字钢安装后采用同规格钢板压住,上面双螺母固定拧紧,力矩扳手检查,安装完毕后再用胶带保护丝扣。

6、预埋件及时维修,预埋件拆除后及时清污处理,丝扣上油,检查焊缝有无破坏,保证安全的前提下可以循环周转使用。
预埋件采用如下工艺标准进行实施
1、预埋件加工采用专用设备进行加工,尺寸偏差±2mm,,偏差为±1mm;圆18钢筋为标准件,割丝机割丝;二级焊缝焊接;
2、预埋件用铁钉固定在模板上,PVC套管套住圆18钢筋,丝扣用胶带严密封堵,PVC套管高出螺栓上平2cm;
3、工字钢安装后采用同规格钢板压住,上面双螺母固定拧紧,力矩扳手检查(拧紧力矩为40-65N.m)。
4、预埋件拆除后要及时检查焊缝有无破坏、对丝扣进行清污、上油处理。





