电渣压力焊具体概念是什么?
电渣压力焊
1、焊接原理及适用范围
[电渣压力焊利用电流通过渣池所产生的热量来熔化母材,待到一定程度后施加压力,完成钢筋连接。这种钢筋接头的焊接方法与电弧焊相比,焊接效率高5—6倍,且接头成本较低,质量易保证,它适用于直径为14—40mm的HPB235、HRB335级竖向或斜向钢筋的连接。]东南
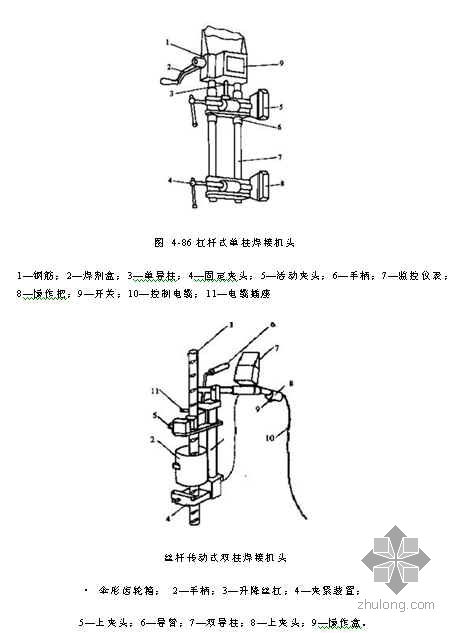
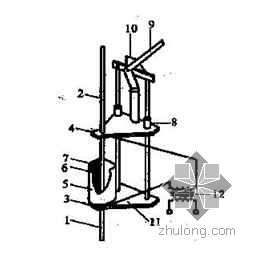
电渣压力焊可用手动电渣压力焊机或自动压力焊机。手动电渣压力焊由焊接变压器、夹具及控制箱等组成。图 4—85。图 4—86 为杠杆式单柱焊接机头和丝杆传动式双柱焊接机头。
施焊前先将钢筋端部 120毫米范围内的铁锈、杂质刷净,把钢筋安装于夹具钳口内夹紧,在两根钢筋接头处放一铁丝小球(钢筋端面较平整而焊机功率又较小时)或导电剂(钢筋直径较大时)。然后,在焊剂盒内装满焊剂。焊剂采用高锰、高硅、低氟型431焊剂,焊剂的作用是使熔渣形成渣池,保护熔化的高温金属,避免发生氧化、氮化作用,形成良好的钢筋接头。焊剂使用前必须经2500C烘考2h。施焊时,接通电源使小球(或导电剂)、钢筋端部及焊剂相继熔化,形成渣池;维持数秒后,用操纵压杆使钢筋缓缓下降,熔化量达到规定数值(用标尺控制)后,切断电路,用力迅速顶压,挤出金属熔渣和熔化金属,形成坚实的焊接接头。待冷却1~3分钟后,打开焊剂盒,卸下夹具。