



钢结构作为一种承重结构体系 ,由于具有自重轻、强度高、塑性韧性好、抗震性能优越、工业装配化程度高、施工工期短、综合经济效益显著、结构体系灵活、造型美观等诸多优点 ,因而被越来越广泛地应用于工业厂房、城市轨道 (地铁 ) 车辆段库房、大型商场超市等大跨度或超大跨度的各类建筑中。与其施工工艺相对应 ,需要为这些建筑建造大型钢筋混凝土基础或设备基础 ,埋设钢结构 (柱 )与钢筋混凝土基础联结的结构螺栓。由于钢结构基础大 (上部多呈四棱台形 ) ,螺栓悬空设置不易固定 ,钢结构安装质量要求高 ,因此联结螺栓的埋设精度成为钢结构安装施工的关键技术。
01 工艺原理
利用独立的支架系统和定型模具为预埋螺栓定位 ,经使用经纬仪或全站仪精确调整、校对后 ,一次性完成混凝土承台浇注 ,从而达到预埋位置的准确无误。该工艺流程的特点是 :
( 1 )由于采用定型模具钢板固定预埋螺栓 , 使螺栓组内的螺栓相对位置保持准确。
( 2 ) 利用独立的支架系统和定型模具预埋螺栓 ,螺栓具有微调性 ,施工操作精度高 ,整体偏差小。
( 3 )充分利用搭设脚手架常用的 Φ 48 mm 钢管脚手杆和扣件周转材料 ,通用性强 ,费用低 ,可大量节省工程投入。
( 4 )施工工艺简便快捷 ,操作人员容易掌握。
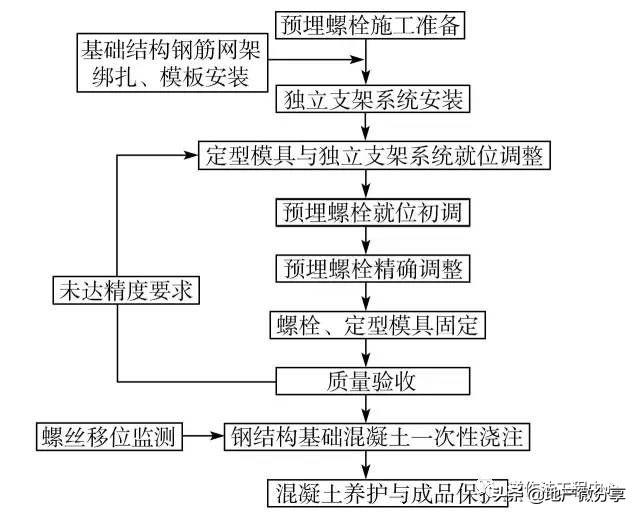
钢结构预埋螺栓的工艺流程图如图 1 所示。
02 施工操作要点
2.1 施工准备
2. 1. 1 地脚螺栓的加工地脚螺栓应按设计要求加工定制和进场验收, 必须具备相应的材质证明和检验报告。
2. 1. 2 定型模具的设计加工
( 1 )根据预埋地脚螺栓与混凝土基础轴线的相对位置 ,并考虑模具的组装要求 ,确定模具钢板的平面尺寸 ,刻出模具钢板的纵横轴线十字线 ,然后按模具轴线确定预埋螺栓的相对位置 ,钻孔。模具的钻孔位置、孔径要与钢结构柱的螺栓孔位、孔径完全吻合 ,钢板厚度宜≮4 mm。
( 2 )模具钢板加工好以后可以在现场组装 , 轿杆采用长度 2. 0 m 的短脚手杆 ,立筋采用 Φ 18 mm 螺纹钢或 Φ 20 mm 钢管 ,立筋高度应高出预埋螺栓5~10 cm ,以方便使用钢尺校对轴线。
( 3 )如果混凝土基础顶部为短柱形 , 可以考虑在钢板中心挖孔 ,以方便混凝土浇注。
2. 1. 3 测量精度的控制
根据工程设计定位坐标及高程 ,加密测设轴线和高程控制网 ,方便对不同部位的精确测量。
2.2 施工顺序
根据钢结构柱的平面布置 ,先从角柱或边柱开始 ,沿纵轴方向固定预埋螺栓。如果为多跨度钢结构 ,应以中间跨纵轴向两侧纵轴流水施工 ,以减小测量和施工误差 ,提高整体安装精度。
2.3 独立支架系统的安装
钢结构混凝土基础的设计尺寸较大 ,最大宽度为 3. 8 m ,上部常设计为四棱台形状 ,支模高度远低于地脚螺栓的预埋高度 ,再者钢模或木模都具有一定的柔性 ,达不到预埋螺栓的精度要求 ,因此 ,工程采用一套独立的支架系统。支架的安装要点如下 :
( 1 )沿纵轴在基础轴线两侧 0. 75 m 左右 (应保证在地梁外侧 ) 拉线 , 沿拉线在基础承台垫层两侧和基础承台之间设置立杆 ,间距 2. 0~2. 5 m。
( 2 )立杆应打入地基土 30~50 cm (根据土质软硬程度而定 ) ,高度高出纵向水平杆约 20 mm。纵向水平杆必须保证水平设置 ,高度应保证预埋螺栓顶
符合设计高度并留有上下调整移动的空间。
( 3 )一般的基础承台施工宽度均大于 2. 0 m ,可将基础两侧立杆和上部水平杆用斜拉杆连接 ,形成门字形架;斜拉杆与水平杆的节点间距 1. 5 m 左右 , 保证水平杆不产生挠度变形。
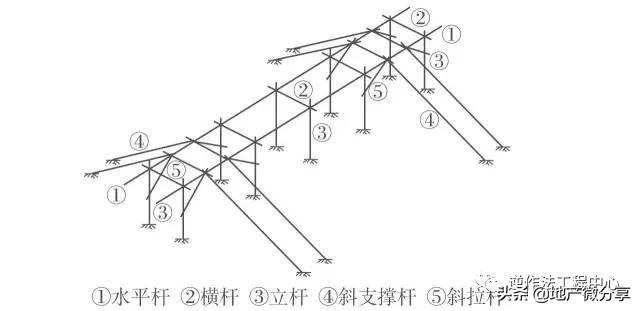
( 4 )在斜拉杆与水平杆节点处向两侧架设斜支撑 (支撑打入地基土深度约 30 cm ) ,然后在支撑附近安装横向拉杆 ,并在基础上部由水平杆和横向拉杆组成井字架 ,形成一空间几何不变体 ,确保架体的刚度和稳定(见图 2 ) 。
2.4 定型模具的就位调整
( 1 )用经纬仪或全站仪在支架系统的井字架上测设纵横向轴线点 ,拉线形成十字轴线 ,然后把定型模具轿杆架于井字架水平杆上 ,使模具钢板上的十字刻线与井字架轴线拉线对正 ,用脚手扣件将轿杆与水平杆联接(暂不用扣紧 ,以备调整 ) 。
( 2 )定型模具就位后 ,拧松轿杆上扣件 ,用小线 坠从井字架的轴线拉线往模具钢板上投点 ,轻轻敲 击轿杆 ,让定型模具前后左右微小移动 ,利用井字架 上的轴线拉线对其进行精确调整 ,使投点与模具刻 痕重合 ,然后拧紧扣件。
2..5 预埋螺栓的安装调整
( 1 ) 把预埋螺栓从模具钢板钻孔下穿入 ,按设 计要求预留外露螺纹长度 ,并用两个螺母将其固定 ; 用水准仪检测螺栓顶部标高 ,通过上下螺母微调至符合标高要求 ,拧紧螺母 (暂不要拧死 ) 。
( 2 )用水平尺逐根检测预埋螺栓螺杆立面两个 方向的垂直度 ,可轻微掰动螺杆进行调整 ,直至两个 方向的垂直度达到要求 ,彻底紧固螺母。
( 3 )当一个螺栓组的每一根螺栓的标高和垂直度都调整合格后 ,用短钢筋将螺栓根部相互点焊交 圈连接 ,使一个螺栓组拉结成整体。如预埋螺栓较 长 ,可增加一至二道焊筋 ,确保定位的准确与稳定。
( 4 )为了确保预埋螺栓不发生整体沉降和整体倾斜 ,还要用短钢筋将其与基础钢筋网架斜拉点焊 ,并在预埋螺栓底部对角点焊两根短钢筋 ,支撑于基 础垫层。
( 5 )当基础钢筋网架内部空间足够大、不影响 预埋螺栓的整体安装时 ,可以在安装模具前先安装 预埋螺栓。
2.6 预埋螺栓的复核
( 1 )当各基础承台预埋螺栓安装完成后 , 用全 站仪在模具钢板上测设轴线交点 ,检查钢板刻痕交 点是否与测设轴线交点重合 ,如果存在误差 ,通过松 动扣件轻击轿杆微调模具 ,直至使之完全重合 。如果偏差过大 ,应松开轿杆扣件及与基础钢筋网架的 加固连接 ,重新进行调整。
( 2 )用钢尺检查各基础承台螺栓组之间的距离 是否符合设计要求 ,拉通线检查各基础螺栓组同一 排预埋螺栓是否直线排列 ,如有误差 ,重复前述的方 法进行纠正 。
( 3 )对纵向轴线较长的钢结构 , 由于视觉和仪 器的局限 ,可采取分段预埋及加密控制网的方法 ,并 加强与已预埋螺栓的复核测量 ,确保控制精度符合要求。






{kind=link}
{kind=link}