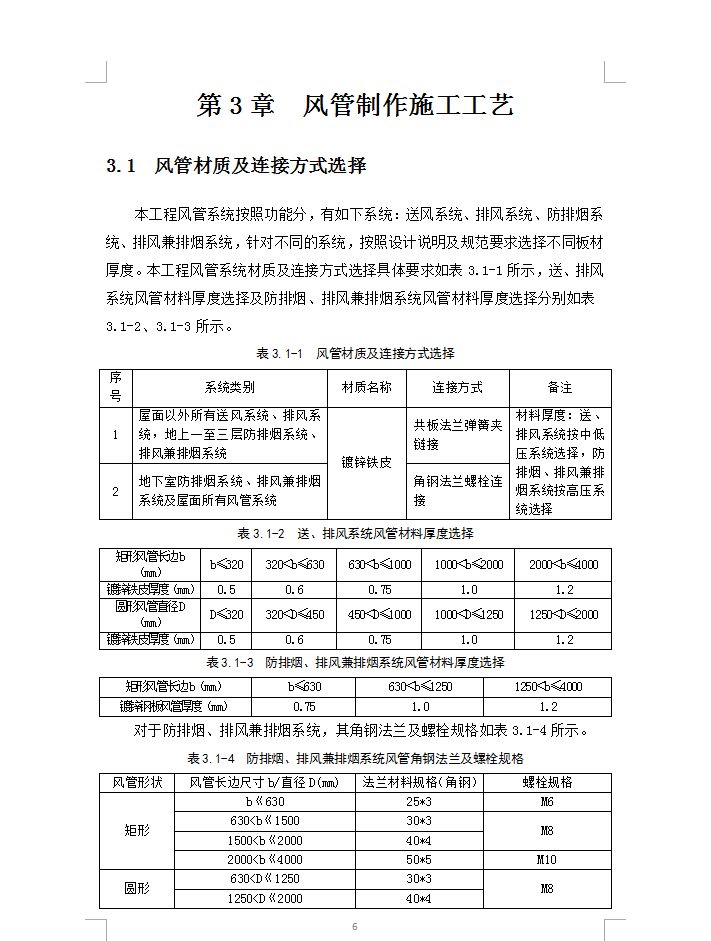
施工范围包括通风与空调系统及消防送排风(烟)系统风管及部件、消声器与静压箱等的制作安装。角钢法兰风管制作:角钢法兰风管的制作材料验收和风管展开下料的原则和方法与共板法兰风管制作相同。角钢法兰风管材料厚度按照风管尺寸参照表3.1-2选择。风管下料预留量为10~20mm。往后工序做法与共板法兰风管相同,风管缝合后再加角钢法兰。(1)矩形法兰加工: a. 法兰由四根角钢组焊而成,划线下料时考虑无齿锯片切去的角钢料,通常多划角钢的1.5倍厚度的长度,划线完毕后用无齿锯切割,折方时组焊层的成品法兰内径不至于小于风管的外径。
b. 下料调直后,组对,放在焊接平台焊接。并应采取防止变形措施,孔距为100mm,均匀分布,且法兰四角处必须有螺栓孔。焊接时要有一人协助焊工焊接,组焊要平整,缝与缝之间对正焊接,焊缝要均匀,不能有击穿现象。法兰焊接的质量是衡量通风专业质量高低的标准之一,也是质量控制重点。c. 放在台钻或摇臂钻上,用钻模钻孔,同规格的法兰要有互换性,要时时调整钻头或更换新钻头,钻眼要居中,要保证同行的钻眼在同一条直线上,要用墨线进行控制。d. 法兰整形和修整焊缝、去打孔毛刺。(2)风管与法兰组合成型:a. 风管与法兰组合成型时,风管与扁钢法兰可用翻边连接;与角钢法兰连接时风管壁厚小于或等于1.5mm,可采用翻边连接;与角钢法兰连接时,风管壁厚小于或等于1.5mm,可采用翻边铆接。b. 风管与法兰铆接前先进行技术质量复核,合格后将法兰套在风管上,管段留出6~9mm翻边量,管折方线与法兰平面应垂直,然后使用液压铆钉钳或手动夹眼钳,用铆钉将风管与法兰铆固,并留出四周翻边。c. 翻边应平整,不应遮住螺孔、四周应铲平,不应出现豁口,以免漏风。
目录
第1章 编制说明.................................................1
1.1 编制目的.........................................1
1.2 编制依据...................................................1
.................
5.1 成品保护............................................26
5.2 安全措施..................................................26
第6章 质量通病及防治措施......................................27